Recommendations to the WTP 6 85. This document is located in
MINISTRY OF CIVIL AVIATION
DEPARTMENTAL STANDARDS FOR TECHNOLOGICAL DESIGN OF OBJECTS
AVIATION FUEL SUPPLY OF CIVIL AVIATION AIRPORTS
VNTP 6-85 MGA
Moscow 1986
UDC 629.735.082.6
DEVELOPED by the State Design and Survey Research Institute of Civil Aviation Aeroproject.
The head of the topic is Cand. tech. Sciences E.I. Kuhterin.
Responsible person Ing. HE. Zhilyaev.
INTRODUCED by the Ministry of Civil Aviation.
PREPARED FOR APPROVAL by the Department of Examination of Projects and Estimates of the Ministry of Civil Aviation.
Performers A.L. Churkin, O.F. Klenin.
With the introduction of these Standards, the "Standards for the technological design of aviation fuel supply facilities for airports" (VNTP 6-79) are no longer valid.
Agreed with the USSR State Construction Committee and the USSR State Committee for Science and Technology on January 27, 1986, No. 45-5; approved by the MGA on February 6, 1986
I. GENERAL PROVISIONS
1.1. These Standards apply to the design of new, expansion, reconstruction and technical re-equipment of aviation fuel supply facilities at airports, with the exception of tank farms in a buried (protected) design.
1.2. Aviation fuel supply facilities are designed to provide air and ground equipment with conditioned fuels and lubricants (POL) of enterprises, as well as other civil aviation organizations based on their territory.
1.3. The capacity of aviation fuel supply facilities should be determined in accordance with the current "Standards for technological design of airports".
1.4. When designing aviation fuel supply facilities, in addition to the requirements of these Standards, one should be guided by the chapter of SNiP P-106-79, the relevant regulatory documents approved by the USSR State Construction Committee, the Moscow State Administration and the technical documentation of manufacturing equipment manufacturers.
2. CLASSIFICATION AND REQUIREMENTS TO THE COMPOSITION OF OBJECTS
AVIATION FUEL SUPPLY
2.1. Depending on the capacity of the tank farm, fuel and lubricants warehouses of airports are classified into groups and categories in accordance with SNiP P-106-79.
2.2. CPC systems, depending on performance, are divided into categories in accordance with table. I.
Table 1
2.3. The main objects of aviation fuel supply of the airport are ground storage facilities for fuels and lubricants, facilities and systems for refueling aircraft with fuel, transport fuel lines belonging to a civil aviation enterprise.
2.4. At each airport, as a rule, one consumable warehouse should be provided for receiving, storing, preparing and issuing fuels and lubricants.
If it is impossible to supply fuel and lubricants directly to the consumable warehouse, with an appropriate economic justification, a transshipment warehouse should be provided.
When the structures of the central gas station system are located on the section of the fuel and lubricants supply warehouse, structures that are similar in functionality should be combined.
2.5. Consumable warehouse of fuels and lubricants should provide the following technological operations:
Reception of fuels and lubricants;
Pumping fuels and lubricants through internal storage and technological pipelines;
Filtration of fuels * when entering tanks;
____________________________
Storage of fuels and lubricants;
Upper intake of fuels from service tanks;
Filtration and separation (water separation) of fuels during their delivery to stationary and mobile refueling facilities;
Issuance of fuels and lubricants for refueling aircraft (AC) and for other needs of the airport, as well as assigned airports;
Issuance of automotive fuel and lubricants;
Filtration and addition of anti-water crystallization (PVC) liquid to aviation kerosene;
Quality control of fuels and lubricants in the process of receiving, storing and issuing;
Accounting for the number of accepted, stored and released fuels and lubricants;
Reduction of losses, collection and disposal of fuels;
Heating of oils and water, preparation of mixtures of aviation oils;
Preparation and heating of aqueous solutions of anti-icing fluids and their delivery;
Collection, storage and shipment of used aviation oils;
Distilled water preparation and dispensing.
2.6. The transshipment warehouse of fuels and lubricants must ensure the following operations:
Reception of fuels and lubricants;
Filtration of fuels when receiving them into tanks, short-term storage of fuels and lubricants;
Fuel settling in tanks and sludge removal;
Pumping fuels and lubricants through internal storage and transport pipelines;
Issuance of fuels and lubricants;
Quality control of fuels and lubricants during reception, storage and delivery;
Filtration of fuels during dispensing;
Accounting for the number of accepted, stored and issued fuels and lubricants;
Reduction of losses, collection and utilization of fuels and lubricants;
Collection, storage and shipment of used aviation oils.
2.7. Airports should provide for the following aircraft refueling facilities: mobile (mobile), stationary and combined.
2.8. Refueling vehicles (TZ) and oil tankers (MZ), filled in warehouses and delivering fuel and lubricants to the aircraft parking areas, should be used as mobile means of aircraft refueling.
2.9. Stationary facilities include centralized aircraft refueling systems that provide continuous supply of the required amount of fuel directly from the tanks through pipelines through hydrant columns to the aircraft tanks.
2.10. Combined refueling uses both mobile and stationary refueling means.
2.11. The technological scheme of the CES system should provide for the following operations:
Pre-filtration of fuel when receiving it into the supply tanks;
Settling and upper intake of fuel from tanks;
Filtration and separation (water separation) of fuel supplied to the filling station;
Fuel supply for aircraft refueling;
Fuel supply for loading TZ (in simplified systems of the central gas station it may not be provided);
Regulation of fuel supply modes by consumption and pressure;
Dosing of anti-water crystallization liquid (PVC liquid) into fuel;
Accounting for the amount of fuel dispensed;
Protection of equipment and pipelines from water hammer and static electricity;
Freeing pipelines and technological equipment from fuel;
Backflow of fuel from dispensing hoses (in automated central gas station systems, it is performed by filling units, in simplified systems - by a stationary backflow system);
Checking the performance of mobile filling units and hydrant dispensers.
2.12. When developing the process flow diagram of the central gas station system, it is necessary to ensure the maximum reliability of the system by using the appropriate piping and equipment that provide the ability to disconnect individual sections and devices without interrupting the aircraft refueling.
2.13. For each brand of fuels and lubricants, the necessary complex of structures and equipment should be provided to ensure the safety of their quantity and quality during reception, storage, pumping and delivery.
2.14. The structure of aviation fuel supply facilities, depending on the class of the airport, the method of delivery of fuels and lubricants, the estimated need and other specific conditions, include the main buildings, structures and equipment shown in Table. 2.
2.15. The location of aviation fuel supply facilities in relation to the rest of the airport facilities is adopted taking into account the requirements of the chapters of SNiP P-106-79, SNiP P-89-80 and mandatory Appendix 1.
3. REQUIREMENTS FOR BUILDINGS, STRUCTURES AND EQUIPMENT
AIR FUEL SUPPLY OBJECTS
Devices and equipment for
reception of fuels and lubricants
3.1. To receive fuels and lubricants from railway tank cars, fuel and lubricants warehouses should provide for special railway dead ends with overpasses and separate discharge devices designed for route, group or single discharge of tank cars, including with a capacity of 120.
The distance between railway drainage devices (technological step) should be taken as 12 m.
With the number of simultaneously drained tanks no more than two, separate drainage devices can be used, and in other cases - drainage racks. In this case, it is necessary to provide equipment for both bottom and top discharge.
table 2
| Name of structures, premises and equipment | Appointment | Consumable warehouse | Transfer warehouse | Category I, II system | CZS III category |
| Transport fuel lines | Fuel supply to the fuel and lubricants warehouse | + | + | + | + |
| Fuel receiving point by pipeline | Fuel metering and preliminary filtration | + | + | + | + |
| Equipment of railway dead ends with overpasses or single risers | Reception of fuels and lubricants from railway tanks | + | + | - | - |
| Onshore equipment of sea or river berths | Reception of fuels and lubricants from tankers | + | + | - | - |
| Unloading platforms and platforms with loading and unloading means of mechanization | Reception of fuels and lubricants in containers | + | + | - | - |
| Tanks without internal anti-corrosion coating | Utilization of fuels and lubricants, storage of PVC liquid, anti-icing liquid | + | + | + | + |
| Tanks with internal anti-corrosive coating | Storage, sediment and delivery of fuel, aviation oils | + | + | + | + |
| Container storage | Storage of fuels and lubricants in containers and empty containers, storage of alcohol | + | + | - | - |
| Warehousing of technical property | Storage of technical property, equipment and spare parts | + | + | + | + |
| Pumping media (pumping stations, chambers or individual pumping units) | Pumping fuel and lubricants during intra-warehouse operations, as well as dispensing fuel to tankers, to the central gas station system | + | + | + | + |
| Filtration aids | Purification of fuels from water and mechanical impurities | + | + | + | + |
| In-store pipelines with an internal corrosion-resistant coating applied at the factory | For pumping fuels and lubricants during reception, intra-warehouse operations and delivery to tankers | + | + | + | + |
| Process pipelines with an internal anti-corrosion coating applied at the factory | Fuel supply to aircraft refueling points | - | - | + | + |
| Pipelines without internal anti-corrosion coating | Reception, intra-warehouse operations and delivery of special fluids | + | + | - | - |
| Means for issuing and metering fuel, dosing and filtering PBK liquid (automated loading points) | Pouring aviation fuel with and without PVC liquid into fuel tankers and auto-fuel tanks (ATC) | + | + | + | + |
| Means for heating and dispensing aviation oils (oil station) | Heating of aviation oils and their delivery to oil tankers, barrels | + | + | - | - |
| Means for preparation and dispensing of anti-icing fluids | Preparation and dispensing of anti-icing fluids | + | + | - | - |
| Distilled water preparation and dispensing facilities | Distilled water preparation and dispensing | + | + | - | - |
| Device for combating water hammer (hydraulic shock absorbers) | Equipment protection against water hammer | + | + | + | + |
| Remote controls for pumping units | Remote start and stop of pumping units | + | + | + | + |
| Means for automatic regulation of the required fuel supply by units | Automatic start-up, connection of the required number of pumping units, their shutdown and control over the means of automation of the central heating system | - | - | + | - |
| Emergency stop facilities for the centralized control system | Prevention of accidents and fuel losses | - | - | + | - |
| Fuel and lubricants laboratory | Quality control of received, stored and issued fuels and lubricants | + | - | - | - |
| Technological wells | Placement of pipeline and special fittings | + | + | + | + |
| Hydrant and connecting columns | Ensuring the connection of the dispensing hoses of the filling unit, (FOR) the required filling mode, shutting off the fuel flow | - | - | + | + |
| Filling units | Providing the necessary mode of filling and filtration, fuel metering, dosing, filtration and metering of liquid PVC | - | - | + | + |
| Backflow device | Draining fuel from the aircraft fuel system, removing fuel from the dispensing hoses | - | - | - | + |
| Means of two-way radiotelephone communication | Operational communication of filling stations, dispatcher and warehouse with each other | + | + | + | + |
| Oil trap | Collection of petroleum products from the territory of fuel and lubricants warehouses | + | + | + | + |
| Means of water supply, sewerage, heat supply, power supply, fire extinguishing, lightning protection and protection against static electricity | Ensuring normal conditions and fire safety of fuel and lubricants facilities | + | + | + | + |
| Intra-warehouse roads | Moving transport and service personnel | + | + | + | + |
| Parking area for special vehicles | Parking of special vehicles for draining sediment and checking the purity of fuel | + | + | + | - |
| Sheds with a canopy | Storage of mobile (mobile) fuel pumping devices at the rate of one device for each brand of fuel | + | - | + | - |
| Security equipment and facilities | Fencing of the protected area of the warehouse, central gas station systems, providing access control, guarding the territory of the fuel warehouse facilities and central gas station systems | + | + | + | + |
Notes:
1. Means of automatic regulation and control of pumping units are used, as a rule, in high and medium capacity central heating systems.
2. At the transshipment warehouses, reserve means for issuing and accounting for fuels should be provided.
3. For the production of acceptance and airfield analysis of fuels, it is necessary to provide a room in the transshipment warehouses and centralized control systems.
4. Central filling station systems in a warehouse or stand-alone should have premises for storage and servicing of filling units.
5. For systems with stationary refueling units, a stationary fuel backflow system must be used.
6. As a rule, it is necessary to equip the transshipment warehouse with means of receiving fuels and lubricants by rail and water.
7. Means for the preparation and delivery of distilled water should be equipped, as a rule, in the fuel and lubricants consumable warehouse.
3.2. When delivering fuels and lubricants by water transport, devices for unloading fuels and lubricants (stationary, mobile or floating pumping stations, hose devices, shut-off valves) for oil tankers should be provided at the berthing facilities (berths, piers).
3.3. As an exception, fuels and lubricants can be delivered by tank trucks (ATC). In this case, devices for bottom discharge, stationary or mobile pumping units, filtration, metering and shut-off valves should be provided.
3.4. When delivering fuel through a pipeline, a fuel receiving point should be provided, the composition and quantity of equipment of which must be determined based on the throughput of the pipeline.
3.5. The number of drain pipelines should be taken according to the number of types of the main brands of fuels and lubricants (aviation kerosene, aviation gasoline).
3.6. For each point for draining oils, it is necessary to provide receiving installations for the bottom drain with heating means (pipes with a steam jacket, portable steam coils, mobile steam boilers).
Saturated steam should be used for heating. The steam pressure at the inlet to the heater for portable heaters of railway tank cars should not exceed 0.3 MPa ().
Electric heating is allowed to be used only for fuels and lubricants, the flash point of which is not lower than ().
RESERVOIRS
3.7. When fuel is supplied by rail and pipeline transport, the capacity of the fuel storage tanks must be taken in accordance with the mandatory Appendix 2.
3.8. When fuel is supplied by water transport, the capacity of the tanks must be taken based on the provision of fuel during the inter-navigation period, taking into account the additional period for possible deviations in the inter-navigation period (15 days) and special navigation conditions (15 % from the estimated capacity).
3.9. For aviation oils, the capacity of the tanks must be taken taking into account the provision of a 30-day consumption.
3.10. The capacity of the tanks of fuel and lubricants transshipment warehouses during the delivery of fuel by rail should be provided taking into account the provision of reception and storage of at least three days of fuel consumption at the airport per month of the maximum traffic intensity of the aircraft, and for delivery by water transport - at least a one-time incoming amount of fuel.
3.11. CGS tanks, as a rule, should be located on the territory of the fuel and lubricants supply warehouse. The capacity of the supply tanks of the central gas station system is included in the total capacity of the fuel and lubricants warehouse, taking into account the technology of fuel preparation for dispensing.
3.12. Internal surfaces of tanks, with the exception of tanks for storage of PVC liquid, must be coated with an anti-corrosion coating.
3.13. In tanks with a corrosion-resistant coating made of dielectric materials, a device must be provided to remove static electricity from the volume of the fuel.
PIPELINES
3.14. When designing pipelines, it is necessary to provide for the pumping of aviation kerosene, aviation gasoline and aviation oils, as well as special fluids through separate pipelines.
3.15. All pipelines must have an internal anti-corrosion coating applied at the factory, except for liquids intended for PVC.
The pipelines must have an external anti-corrosion coating and, if necessary, cathodic protection against stray currents.
3.16. The number of pipelines of the central gas station system in each case is determined based on the specific conditions of the airport and ensuring an uninterrupted supply of fuel for refueling. Typically, there should be two lines per base fuel grade.
3.17. When using two pipelines, the hydraulic calculation should be carried out on the basis of the simultaneous use of both pipelines, while each should be calculated for 75% of the total fuel consumption, and the excess fuel pressure at the inlet to the aircraft should be taken up to 0.45 MPa ().
PUMPING FACILITIES
3.18. To ensure the loading and unloading operations of the warehouse in case of failure of the pumping station, it is necessary to provide for the possibility of connecting mobile (mobile) pumping means.
3.19. The fuel supply to the central gas station system should be carried out by centrifugal pumps, as a rule, installed in the general pumping station of the fuel supply warehouse or in a separate pumping room.
Separate pumping stations of the central water supply system are provided in the event that the capacity of the existing pumps and the room do not allow them to be allocated or installed additionally, as well as when the central water supply system is an independent object.
The use of piston pumps in central heating systems is not allowed.
3.20. The technological scheme of pipelines of the pumping station should provide:
Reception of fuels and lubricants;
The ability to turn off any pump for repair without interrupting the operation of the station or a noticeable decrease in its performance;
Delivery of fuels and lubricants to the central filling station system and to the points of loading of TZ;
Simultaneous operation of several pumps in a group and their interchangeability;
Intra-warehouse pumping;
Operative control of valves in case of an accident;
Possibility of connecting mobile (mobile) pumping devices;
Possibility of pipeline repair and cleaning.
3.21. The total capacity of the pumping station is determined based on the need to ensure operations for the simultaneous reception, pumping and delivery of fuels and lubricants.
The total capacity of the working pumps of the centralized control system must correspond to the maximum capacity per hour of the maximum intensity of the aircraft departure. The performance of one pump must correspond to the throughput of the hydrant (connecting) column or the filling of one aircraft.
FILTRATION MEANS
3.22. Filtration means should be provided when receiving, pumping and dispensing fuel at fuel depots and central gas station systems.
3.23. At the filling points of TZ, ATC, it is necessary to provide for the installation of filter separators (water separators) and fine filters installed before and after the water separator filters.
Filtration means must ensure the removal of mechanical impurities with a particle size of 20-40 microns - when receiving fuel, 5-8 microns - when filling tankers, supplying fuel to the central gas station system, refueling aircraft.
3.24. When issuing fuel and lubricants in the TZ (MZ), the following minimum filtration rates should be provided:
Aviation kerosene for jet engines - triple filtration; when refueling an aircraft, the fuel must undergo additional filtration through fine filters TZ, ZA,
Aviation gasolines - double filtration;
Aviation oils - single filtration through the MZ filter.
FILLING POINTS
3.25. TK loading points should be located, as a rule, on the territory of the fuel and lubricants warehouse. If the fuel and lubricants warehouse is at a distance of more than 3 km from the apron, the filling points for TZ should be provided at the apron.
3.26. At the filling points, devices should be provided for hermetic filling from below and automatic stopping of the fuel supply after filling the tank with TZ to a predetermined level, neutralizing static electricity charges when filling TZ, ATC, means for equalizing the electrical potential between the filling point, TZ, ATC, as well as grounding devices with a resistance of no more than 10 ohms.
3.27. The capacity of filling tanks TZ, ATC at filling points should not exceed the values indicated in table. 3.
If there is a static electricity neutralizer at the loading point, the capacity of filling the TZ, ATC at the bottom filling can be increased by 70 %.
Table 3
PRODUCTION BUILDING AND OIL PLANT
3.28. The production building of the fuel and lubricants warehouse should, as a rule, be single and include all the premises necessary for the operation of the service (oil station, fuel laboratory, container warehouse, storage rooms for equipment, spare parts, samples, rooms for accommodating personnel, workshop, technical class, etc.) .NS.).
3.29. The technological scheme of the oil system of the oil station should provide:
Receiving oils from railway tanks or ATCs into storage tanks (through bottom discharge devices);
Storage of clean and used grades of aviation oils in a reservoir oil storage;
Draining of oil sludge and the possibility of sampling;
Preparation of the required number of brands of mixtures in boilers by filling them with pure oils, followed by pumping according to the boiler-pump-boiler scheme;
Protection of aviation oils from contamination by installing mesh filters with a mesh size of 100 mmk in front of the pumps;
Complete removal of free water and mechanical impurities to a content of no more than 0.005 % by weight by evaporation and settling of oils.
Filling boilers with clean brands of aviation oils;
Heating oils and mixtures in boilers to the required temperature and heating control;
Delivery of aviation oils and their mixtures to oil tankers by means of pumps;
Delivery of any brand of oil from tanks and boilers to oil storages;
Measurement of the amount of stored aviation oils;
Collection, storage and dispatch of waste oils;
Cleaning of tanks and boilers;
Dispensing of all brands of hot and cold aviation oils and mixtures into cans;
Distilled water preparation and dispensing;
Heating of water for the service of fuels and lubricants in the absence of a centralized supply.
3.30. The maximum permissible temperature for heating oils in boilers should not exceed.
BUILDINGS AND FACILITIES FOR STORAGE OF POLES AND LUBRICANTS IN CONTAINERS
3.31. For storage of fuels and lubricants in containers, special rooms should be provided. The storage method is used depending on climatic conditions, grade of stored fuels and lubricants and types of containers. Fuels and lubricants with a flash point above are allowed to be stored on sites (open or under a canopy).
MEANS OF RECEPTION, STORAGE AND DISPENSING OF PVC AND
ANTI-ICING FLUIDS
3.32. At airports where aircraft with gas turbine engines are serviced, facilities and devices for receiving, storing and adding PVC liquid to aviation kerosene should be provided in fuel and lubricants warehouses, taking into account the requirements of the current "Instruction on labor safety when working with special fluids and their components at civil aviation enterprises" approved by the MGA.
3.33. Horizontal tanks and steel drums should be provided as containers for storing PVCL liquid.
The capacity of the supply container for the PVC liquid must be at least the daily flow rate.
The tanks should be well insulated from the ground and have breathing fittings that ensure storage with an overpressure of 0.04 MPa and a vacuum of up to 0.01 MPa.
It is forbidden to store PVCL liquid in containers made of aluminum and its alloys or having an internal anti-corrosion or paint-and-lacquer coating.
3.34. It is necessary to provide for the filtration of the PVCL liquid up to 12-16 microns, and its introduction into aviation fuel should be carried out only after the fuel filters.
3.35. In the warehouses of fuels and lubricants, facilities and devices should be provided for receiving, storing and dispensing anti-icing fluid, as well as for preparing and heating its aqueous solutions to a temperature.
The number of tanks for storing anti-icing fluid should be taken according to the number of its brands, the minimum capacity should be 45 days.
Tanks intended for heating aqueous solutions of anti-icing fluid must be thermally insulated and equipped with heating and control means.
SPECIAL EQUIPMENT OF THE CGS SYSTEM
3.36. Refueling units, hydrant dispensers, hydraulic shock absorbers and pump control systems are used as special equipment for the central gas station systems.
When the stationary ZA is located underground, it must be at a distance of at least 9 m from the longitudinal axis of the aircraft and 6 m from the center line of the main landing gear in the direction of its movement. In all cases, the stationary AR should be located outside the contours of the projection of the aircraft.
The number of stationary ARs should be taken according to the number of aircraft parking spaces served by the CZS system, at the rate of one AR for each parking space. In some cases, with appropriate justification, it is allowed to install two ZA in one parking lot, as well as to use one ZA for two parking lots.
3.38. Hydrant columns are used in central water supply systems with the use of movable ZA.
The number of hydrant columns in the CZS system must be taken depending on the types of aircraft:
To service aircraft of the I group, parking spaces should be equipped with two hydrant columns for each parking;
In other cases, it is allowed to use one hydrant column at each parking place.
When two hydrant columns are installed in the same parking lot, they should be positioned symmetrically at a distance of 9 m from the longitudinal axis of the aircraft and 6 m from the center line of the main landing gear in the direction of movement of the aircraft.
When installing one hydrant column, it should be located at the above distances to the right of the longitudinal axis of the aircraft.
In all cases, hydrant columns should be located outside the contours of the aircraft projection.
3.39. To protect pipelines and equipment of aviation fuel supply facilities and, in particular, the central gas station system from increased pressures during hydraulic shocks, it is necessary to provide hydraulic shock absorbers.
The maximum pressure that occurs in the central water supply system during a water hammer should not exceed the test pressure of the process and special valves installed on the pipeline.
The calculation of the system for water hammer must be made based on the condition of a sudden stop of the pumping units at the maximum performance of the pumping station, as well as the simultaneous shutdown of at least two hydrant columns.
LABORATORY of fuel and lubricants
3.40. Quality control laboratories for aviation fuels and lubricants at civil aviation enterprises are divided into three classes:
The laboratories of fuels and lubricants of I and II classes are equipped with stationary equipment that allows for complete analyzes of fuels and lubricants;
Class III laboratories are equipped with stationary or mobile equipment for carrying out acceptance and control analyzes of fuels and lubricants.
The class of the laboratory should generally correspond to the class of the airport. Class III laboratories should be provided for class IV-V airports.
Laboratories of fuels and lubricants should be located in a production building of a warehouse for fuels and lubricants or in a separate building of at least II degree of fire resistance away from vibration sources, rooms with low humidity, high temperatures.
To work with the NGZh-4 fluid, a separate specially equipped room should be provided in accordance with the requirements of the "Instructions for the use of NGZh-4 fluid on GA aircraft and safety rules when working with it in the conditions of GA operating enterprises" approved by the Moscow State Administration.
4. MECHANIZATION AND AUTOMATION OF TECHNOLOGICAL PROCESSES
4.1. Mechanization and automation of the main technological processes at aviation fuel supply facilities should be carried out by means of mechanization and automation provided for by the "Summary table of means of mechanization and automation of basic technological processes at civil aviation airports" approved by the Moscow State Administration.
4.2. The volumes of automation of technological operations of the fuel and lubricants warehouse and the central gas station system should be taken in accordance with the recommended Appendix 3.
The level of mechanization and the degree of automation must not be lower than the values indicated in table. 4.
Table 4
REGULATORY TECHNICAL AND ECONOMIC INDICATORS OF OBJECTS
AIR FUEL SUPPLIES BY LAYOUT OPTIONS
| Main economic | Layout options for aviation fuel supply facilities | |||||||
| indicators depending on fuel consumption | Consumable warehouse of fuels and lubricants together | Consumable warehouse of fuels and lubricants and a separate central gas station system | Transhipment and consumable warehouses of fuels and lubricants and separately the central gas station system | Transhipment and consumable warehouses of fuels and lubricants together with the central gas station system | ||||
| locally with CZS system | Consumable warehouse | CZS | Transfer warehouse | Consumable warehouse | CZS | Transfer warehouse | Consumable warehouse in conjunction with CZS | |
| 403 | 180 | |||||||
| *) Hereinafter, the indicators are referred to the refueled fuel. Labor productivity is given in refueled fuel per person. in year | ||||||||
| Including: | ||||||||
| 222 | 139 | |||||||
| for equipment | 181 | 41 | ||||||
| 67 | 30 | |||||||
| 25,13 | 26,12 | 29,13 | 28,52 | |||||
| Specific energy consumption, | 0,147 | 0,164 | 0,216 | 0,202 | ||||
| Mechanization level,% | ||||||||
| Automation degree,% | ||||||||
| AVERAGE DAY AIR FUEL CONSUMPTION | ||||||||
| Annual volume of refueling fuel, | ||||||||
| Specific capital investments, | 456 | 219 | ||||||
| Including: | ||||||||
| for construction and installation work | 261 | 170 | ||||||
| for equipment | 195 | 49 | ||||||
| Specific operating costs, | 76 | 35 | ||||||
| Labor productivity of one employee of the fuel and lubricants service, | ||||||||
| Specific labor costs, people - | 28,07 | 28,82 | 32,31 | 31,56 | ||||
| Specific energy consumption, | 0,152 | 0,193 | 0,224 | 0,210 | ||||
| Mechanization level,% | ||||||||
| Automation degree,% | ||||||||
| AVERAGE DAY AIR FUEL CONSUMPTION | ||||||||
| Annual volume of refueling fuel, | ||||||||
| Specific capital investments, | 512 | 283 | ||||||
| Including: | ||||||||
| for construction and installation work | 298 | 220 | ||||||
| for equipment | 214 | 63 | ||||||
| Specific operating costs, | 86 | 43 | ||||||
| Labor productivity of one employee of the fuel and lubricants service, | ||||||||
| Specific labor costs, people - | 32,30 | 33,29 | 38,22 | 37,24 | ||||
| Specific energy consumption, | 0,177 | 0,227 | 0,263 | 0,245 | ||||
| Mechanization level,% | ||||||||
| Automation degree,% | ||||||||
| AVERAGE DAY AIR FUEL CONSUMPTION | ||||||||
| Annual volume of refueling fuel, | ||||||||
| Specific capital investments, | 647 | 359 | ||||||
| Including: | ||||||||
| for construction and installation work | 406 | 280 | ||||||
| for equipment | 241 | 79 | ||||||
| Specific operating costs, | 108 | 55 | ||||||
| Labor productivity of one employee of the fuel and lubricants service, | ||||||||
| Specific labor costs, people - | 40,69 | 43,18 | 48,66 | 47,16 | ||||
| Specific energy consumption, | 0,157 | 0,201 | 0,233 | 0,216 | ||||
| Mechanization level,% | ||||||||
| Automation degree,% | ||||||||
| AVERAGE DAY AIR FUEL CONSUMPTION | ||||||||
| Annual volume of refueling fuel, | ||||||||
| Specific capital investments, | 800 | 479 | ||||||
| Including: | ||||||||
| for construction and installation work | 534 | 374 | ||||||
| for equipment | 266 | 105 | ||||||
| Specific operating costs, | 127 | 68 | ||||||
| Labor productivity of one employee of the fuel and lubricants service, | ||||||||
| Specific labor costs, people - | 48,31 | 51,87 | 59,01 | 57,58 | ||||
| Specific energy consumption, | 0,224 | 0,287 | 0,333 | 0,309 | ||||
| Mechanization level,% | ||||||||
| Automation degree,% | ||||||||
| AVERAGE DAY AIR FUEL CONSUMPTION | ||||||||
| Annual volume of refueling fuel, | ||||||||
| Specific capital investments, | 1016 | 663 | ||||||
| Including: | ||||||||
| for construction and installation work | 702 | 516 | ||||||
| for equipment | 314 | 147 | ||||||
| Specific operating costs, | 154 | 88 | ||||||
| Labor productivity of one employee of the fuel and lubricants service, | ||||||||
| Specific labor costs, people - | 54,43 | 58,40 | 69,33 | 66,40 | ||||
| Specific energy consumption, | 0,299 | 0,384 | 0,445 | 0,414 | ||||
| Mechanization level,% | ||||||||
| Automation degree,% | ||||||||
| AVERAGE DAY AIR FUEL CONSUMPTION | ||||||||
| Annual volume of refueling fuel, | ||||||||
| Specific capital investments, | 1426 | |||||||
| Including: | ||||||||
| for construction and installation work | 1022 | |||||||
| for equipment | 404 | |||||||
| Specific operating costs, | 193 | |||||||
| Labor productivity of one employee of the fuel and lubricants service, | ||||||||
| Specific labor costs, people - | 60,84 | 67,38 | 77,20 | 72,29 | ||||
| Specific energy consumption, | 0,496 | 0,638 | 0,738 | 0,687 | ||||
| Mechanization level,% | ||||||||
| Automation degree,% | ||||||||
| AVERAGE DAY AIR FUEL CONSUMPTION | ||||||||
| Annual volume of refueling fuel, | ||||||||
| Specific capital investments, | 1678 | |||||||
| Including: | ||||||||
| for construction and installation work | 1242 | |||||||
| for equipment | 436 | |||||||
| Specific operating costs, | 234 | |||||||
| Labor productivity of one employee of the fuel and lubricants service, | ||||||||
| Specific labor costs, people - | 76,88 | 84,27 | 101,53 | 91,67 | ||||
| Specific energy consumption, | 0,723 | 0,933 | 1,079 | 1,005 | ||||
| Mechanization level,% | ||||||||
| Automation degree,% | ||||||||
| AVERAGE DAY AIR FUEL CONSUMPTION | ||||||||
| Annual volume of refueling fuel, | 36,5 | - | - | - | - | - | 36,5 | |
| Specific capital investments, | 2696 | - | - | - | - | - | ||
| Including: | ||||||||
| for construction and installation work | 2019 | - | - | - | - | - | ||
| for equipment | 676 | - | - | - | - | - | ||
| Specific operating costs, | 348
|
VNTP 06-85
STANDARDS
technological design of woodworking industries
for the production of joinery and parquet boards
with the volume of sawn timber processing up to 10 thousand m per year
Volume I. Collection of norms
Date of introduction 1986-01-01
DEVELOPED, introduced and prepared for approval by the department of standards and economic analysis of the Institute "Soyuzgiproleskhoz"
Executors: L.Ya.Shapiro (head of department), A.A. Chugunova (chief engineer of the project), I.V. Krupenskaya (chief engineer), T.G. Kotelnikova (chief engineer)
SUBMITTED by the State Design and Survey Institute "Soyuzgiproleskhoz"
AGREED with the USSR State Construction Committee and the USSR State Committee for Science and Technology (letter N 45-538 dated September 11, 1985)
APPROVED by the State Forestry Agency of the USSR on October 4, 1985 N 18
With the enactment of these Standards, the Technological Design Standards issued by Soyuzgiproleskhoz in 1983 (VNTP 06-83) become invalid.
1. GENERAL PROVISIONS
1. GENERAL PROVISIONS
The norms for the technological design of woodworking industries for the production of joinery and parquet boards with a lumber processing volume of up to 10 thousand m per year were developed on the basis of the Resolution of the Council of Ministers of the USSR of January 28, 1985 N 96 (item 4) and the assignment of the USSR State Forestry Administration of April 22, 1985 of the year.
These standards are intended for pre-design work and design of workshops for the production of windows and doors of wooden, parquet boards using positional universal and specialized equipment produced by the domestic industry.
The program of workshops and the range of products for calculating the norms are determined based on the needs for joinery and construction products according to the system of the USSR State Forestry Administration for the XII five-year plan and are:
- Shop of joinery and construction products with annual production:
wooden doors in accordance with GOST 6629-74 *, type DG 21-9SP - 80 thousand m;
______________
* GOST 6629-88 applies, hereinafter in the text. - Note "CODE".
wooden windows in accordance with GOST 11214-78 *, type OR 15-12 - 50 thousand m;
______________
* GOST 11214-2003 applies, hereinafter in the text. - Note "CODE"
- Parquet board workshop with an annual output of 100 thousand m of boards in accordance with GOST 862.4-77 *, type P-P-60x60.
______________
* GOST 862.4-87 is valid, hereinafter in the text. - Note "CODE".
The construction of workshops is envisaged as part of existing enterprises in the presence of sawmills, as well as on an independent site.
The norms are developed in accordance with the documents:
- Instruction on the procedure for the development of new and revision of the existing technological design standards, SN 470-75 *;
- GOST 12.2.026-77 "Occupational safety standards system. General safety requirements";
- GOST 12.3.007-75 "Occupational safety standards system. Woodworking. General safety requirements";
- government and industry standards, instructions and regulations.
2. PRODUCTION OF WOODEN DOORS
2.1. Initial data
As a unit of account, according to the assignment, 1000 m of wooden doors were taken. Type of doors DG 21-9SP according to GOST 6629-74 *. Doors are manufactured in accordance with the requirements of GOST 475-78 from coniferous wood with a final moisture content of 9 ± 3%, it is allowed to use hardwood.
Door leafs are faced with T-400 solid fiberboard in accordance with GOST 4598-74 *.
______________
* GOST 4598-86 is valid, hereinafter in the text. - Note "CODE"
Finish of doors with an opaque coating.
The doors are provided for full factory readiness on the basis of positional universal and specialized equipment.
2.2. Time funds, operating hours of equipment and production
|
Name |
Index |
|
1. Number of working days per year, days. |
|
|
2. Number of shifts per day, cm |
|
|
3. Duration of shift |
8 hours 12 minutes |
|
5. Annual fund of equipment operation time, hour |
|
|
6. Annual fund of time of workplaces for performing manual operations, hours. |
2.3. The need for equipment
|
Name of operations |
The number of machine-hours per 1000 m of wooden doors |
|
Blade part processing flow |
|
|
1. Cutting sawn timber into OK-207 SI bars |
|
|
2. Profile milling on the C25-2A machine |
|
|
3. Drilling and filling of defects with plugs on the SVSA-2 machine |
|
|
4. Milling of strips for filling on the CP 6-9 machine |
|
|
5. Cutting fiberboard on the CT4F machine |
|
|
6. Facing of parts on the machine TsPA-40 |
|
|
7. Assembling the door leaf frames, a set of slatted shields, spreading the fabrics with glue, gluing the shields (КB 14-1; press type DV-250) |
|
|
8. Milling the blade around the perimeter on the CT4F machine |
|
|
9. Sampling of sockets for hinges on the FS-1 machine |
|
|
10. Installation of hinges with preliminary drilling of holes for screws. Workplace, person / hour |
|
|
11. Drilling holes for the lock on the SVPG-2 machine |
|
|
12. Drilling holes for a wrench and a handle on the SVA-2M machine |
|
|
13. Grinding the blade edge on the ShlPS-7 machine |
|
|
Carton block processing flow |
|
|
14. Cutting sawn timber into bars OK-207SI |
|
|
15. Planing bars on the machine SF4-1 with automatic feeder AR-4 |
|
|
16. Profile milling on the C25-2A machine |
|
|
17. Fine trimming and trimming of spikes on the ShD16-8 machine |
|
|
18. Drilling and filling of defects with plugs on the SVSA-2 machine |
|
|
19. Drilling holes for the lock tongue and cover plate on the FS-1 machine |
|
|
20. Sampling of sockets for hinges on the FS-1 machine |
|
|
21. Installation of hinges with preliminary drilling of holes for screws, workplace, man / hour |
|
|
22. Assembling the box in the VGK-2 clamp |
|
|
23. Hanging door panels into boxes, workplace, person / hour |
|
|
Painting door blocks |
|
|
24. Manual filling of defective places, workplace, person / hour |
|
|
25. Grinding of putty places, workplace, person / hour |
|
|
26. Coloring of door blocks by the method of jet casting in 2 times on the DL38M line |
|
|
27. Dismantling the block into elements, hitching and removing them from the conveyor, workplace, person / hour |
|
|
28. Hanging door panels into boxes, workplace, person / hour. |
|
|
29. Quality control and correction of defects, finishing, workplace, people / hour |
|
|
Transport operations |
|
|
30. Transportation of parts and panels in the workshop, electric forklift |
|
|
31. Transportation of door blocks to the warehouse of finished products, electric forklift |
|
|
Drying of lumber |
|
|
32. Drying of sawn timber in the UL-2 timber drying plant |
|
|
33. Manual stacking in drying stacks, workplace, person / hour |
|
|
34. Manual disassembly of drying stacks, workplace, person / hour |
|
|
Waste shredding |
|
|
35. Shredding waste in a chipper DU-2A |
|
|
Total costs |
2.4. Placement norms and norms of the working area for technological equipment
|
Machine name |
Production area for 1 machine, |
|
1. Line for cutting sawn timber into bars OK-207SI |
|
|
2. 4-sided planer С25-2A |
|
|
3. Machine for knotting SVSA-2 |
|
|
4. Thicknesser CP6-9 |
|
|
5. Section of a set of door leaf frames, gluing and holding (KB14-1; DV-250) |
|
|
6. Panel-edging machine CT4F |
|
|
7. FS-1 milling machine |
|
|
8. Drilling and grooving machine SVPG-2 |
|
|
9. Vertical boring and grooving machine SVA-2M |
|
|
10. Grinding machine ShlPS-7 |
|
|
11. Jointing machine with automatic feed SF4-1 |
|
|
12. Tenoning machine ШД16-8 |
|
|
13. Vayma VGK-2 |
|
|
14. Workplace |
|
|
15. DL-38M painting line |
|
|
16. Timber drying installation UL-2 with a section for the formation and dismantling of the stack |
|
|
17. Machine chipper DU-2A |
|
|
Note: Auxiliary area (glue preparation, paint preparation, sawtooth, ventilation chamber) is taken as 20% of the production area of the workshop. |
|
2.5. Consumption rates and requirements for the parameters and quality of the main
and auxiliary materials per 1000 mwooden doors
|
Name of raw materials and materials |
Consumption rate |
|
|
1. Coniferous lumber - total, m |
GOST 8486-66 * |
|
|
incl. edged, m |
||
|
incl. by varieties: |
||
|
III grade |
||
|
unedged IV grade |
||
|
2. Fiber boards, m |
||
|
3. Glue KF-Zh, kg |
GOST 14231-78 ** |
|
|
4. Pentaphthalic enamel PF-14, kg |
MR TU 6-10-85-65 |
|
|
5. Solvent (white spirit - 50%, solvent - 50%), kg |
MR TU 6-10-585-15 |
|
|
6. Putty "PSh-1", kg |
GOST 10277-76 |
|
|
7. Abrasive cloth on a cloth basis, m |
||
|
8. Overhead hinges PN, pcs. |
GOST 5088-78 *** |
|
|
9. Screws, kg |
||
|
10. RKS handle, pcs. |
||
|
11. Paper clips (round wire), kg |
||
|
12. Mortise halyard locks, 3В9, pcs. |
GOST 5089-80 |
_______________
* GOST 8486-86 is valid, hereinafter in the text.
** GOST 14231-88 applies, hereinafter in the text.
*** GOST 5088-94 applies, hereinafter in the text. - Note "CODE".
2.6. Consumption of steam, water, compressed air, electricity for technological needs
|
The name of indicators |
Consumption per 1000 m of wooden doors |
|
1. Annual steam consumption, tons |
|
|
2. Electricity consumption, thousand kWh |
|
|
3. Annual water consumption, m |
|
|
4. Consumption of compressed air, m3 / hour. |
2.7. Warehousing standards for basic and auxiliary materials, finished products
|
Name |
|
|
1. Terms of storage of sawn timber and fibreboard in the warehouse of raw materials, days |
|
|
2. Duration of storage of dry lumber in the cooling compartment, days |
|
|
3. Duration of storage of adhesive materials in the pantry, days |
|
|
finishing materials, days |
|
|
4. Duration of storage in the warehouse of finished products, days |
|
|
5. The area of the finished product warehouse for 1000 m of door blocks, m |
|
|
6. Waste storage time, days |
2.8. Time funds and working hours of workers, standard number of main
and auxiliary workers, engineers, employees, MOP
|
Name |
Indicator value |
|
1. Number of working days per year |
|
|
Drying chambers, days |
|
|
Shop of joinery and construction products, days |
|
|
2. Number of shifts per day |
|
|
Drying chambers, shifts |
|
|
Shop of joinery and construction products, shifts |
|
|
3. Duration of shift |
8 hours 12 minutes |
|
4. Length of the working week, hour |
|
|
5. Annual fund of working time: |
|
|
With normal working conditions, hour |
|
|
With harmful working conditions, hour |
|
|
6. Labor costs per 1000 m of wooden doors, total, person / hour |
|
|
including: |
|
|
production workers man / hour |
|
|
auxiliary - "- -" - |
|
|
employees - "- |
|
2.9. Special requirements of the technological process for buildings in terms of temperature,
humidity and noise level
|
Branch names |
Accepted technological requirements |
Permissible noise level, dB |
||
|
to temperature |
relative humidity in% |
|||
|
minimum, ° С |
||||
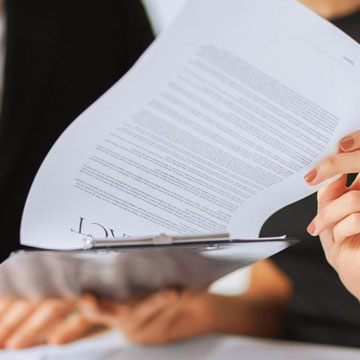
- Rice. 1. Schemes of cargo flows in the cargo complexes of airports: 1 - the flow of goods imported from the city to the airport: 1.1 - the flow of goods imported from the city to the airport in a centralized manner; 1.2 - the flow of goods delivered to the airport in a decentralized manner by city enterprises; 1.3 - the flow of goods delivered to the airport in a decentralized manner by the enterprises of regional centers; 1.4 - the flow of goods dispatched by passenger aircraft in the order of additional loading in a container-free version; 1.5 - the flow of goods sent by passenger aircraft in containers; 1.6 - the flow of goods sent by cargo planes in containers and on pallets; 1.7 - the flow of goods sent in cargo planes in a container-free version; 2 - the flow of goods arriving on all types of aircraft: 2.1 - the flow of goods arriving by passenger aircraft in a containerless version; 2.2 - the flow of goods arrived by passenger planes in containers and on pallets; 2.3 - the flow of goods arrived by cargo planes in containers and on pallets; 2.4 - the flow of cargo arriving by cargo planes in a container-free version; 2.5 - the flow of goods exported to the city in a centralized manner; 2.6 - the flow of goods exported to the city in a decentralized manner by the city's enterprises; 2.7 - the flow of goods exported to the city in a decentralized manner by enterprises of regional centers; 3 - cargo transfer flow
- Rice. 12. Schematic diagram of the optimal arrangement of the premises of the exhibition center at the zonal level: first level: 1 - machine room; 1a - operational archive; 1b - room for maintenance engineers; second level: 2 - room for data preparation and processing; 2а - program control room; 2b - premises for receiving and issuing results; third level: 3 - premises for programmers, warehouses for documentation and archives; fourth level: 4 - various kinds of administrative and service premises
Benefit to VNTP 11-85 / MGA
Aircraft Base Design Manual
Buy Manual to VNTP 11-85 / MGA - official paper document with hologram and blue stamps. more details
The price of this document is still unknown. Click the "Buy" button and place an order and we will send you a price.
We have been officially distributing regulatory documents since 1999. We punch checks, pay taxes, accept all legal forms of payments for payment without additional interest. Our clients are protected by the Law. LLC "CNTI Normokontrol".
Our prices are lower than elsewhere because we work directly with document providers.
Delivery methods
- Express courier delivery (1-3 days)
- Courier delivery (7 days)
- Pickup from Moscow office
- Russian Post
The manual contains methodological and auxiliary materials for the design of new, expansion, reconstruction and technical re-equipment of existing ATBs at civil aviation airports, which detail individual provisions of the "Departmental standards for the technological design of aviation technical bases at airports (VNTP II-85 / MGA)
1. General Provisions
2. Composition of buildings and structures
3. Estimated technological and space-planning indicators of buildings and structures of ATB
4. Modes of operation of workshops and sections of ATB
5. Power supply, electrical equipment and electric lighting
7. Level of specialization and cooperation
8. Technological requirements for the development of special parts of the project of buildings and structures of ATB
9. Determination of technological parameters of hangars for aircraft washing
10. Stationary devices for aircraft maintenance on the apron and parking areas
11. Requirements of the scientific organization of labor, production and management
Appendix 1 An enlarged block diagram of the algorithm for the technical and economic calculation of the development of ATB
Appendix 2 Main types and equipment of ATB with means of dispatch and information communication
Appendix 4 Approximate volumes of accumulation of solid and liquid industrial waste in ATB
Appendix 5 Flowcharts of the technological process of a mechanized aircraft jersey
Appendix 6 Approximate distribution of the total labor intensity of maintenance in ATB
This document is located in:
- Section: Construction
- SubCategory: Reference Documents
- Subsection: References to SNiP
- SubCategory: Reference Documents
- Section: Construction
- Subsection: Normative documents
- Subsection: Industry and departmental regulatory and methodological documents
- Subsection: Design and construction of facilities of other ministries
- Subsection: Industry and departmental regulatory and methodological documents
- Subsection: Normative documents
- Section: Ecology
- Subdivision: 93 CIVIL BUILDING
- Subsection: 93.120 Airports construction
- Subdivision: 93 CIVIL BUILDING
To is free download this document in PDF format, support our site and click one of the buttons:
link to the page
Page 1
MINISTRY OF GRAVDAN AVIATION
State Design, Survey and Research Institute Aeroproject
UNDERSTANDING OF AIRCRAFT-TNSNICHEVSKY BASES
Page 2
"The manual for designing) aviation-technical baa" was developed by the State Design, Survey and Research Institute Aeroproject in the development of the existing "Departmental standards for technological design of ATB at airports (ZKTP P-85 / MGA)".
With the introduction of the Manual, the Guidelines for the Design of Buildings and Structures of Civil Aviation Technical Bases and the Guidelines for the Design of Structures of Stationary Devices for Aircraft Maintenance on the Apron and Parking Areas are no longer valid.
The manual was developed by engineers L.N. Bykova, S.I. Kondrashova, V.A. Shimansky.
The manual was approved by the head of the institute V.N. Ivanov on June 23, 1986 with the introduction date of January 1, 1987.
Page 3
I. GENERAL BAD
1.1. This Manual contains methodological and auxiliary materials for the design of new, expansion, reconstruction and technical re-equipment of existing ATBs at civil aviation airports, which detail individual provisions of the "Departmental standards for technological design of aviation technical bases at airports (VNTD P-g5 / MGA)".
1.2. The manual has been developed taking into account the classification established by VNTP I1-85 / MGA, according to which all ATB are divided into five groups depending on the annual volume of work performed.
1.3. The aircraft (AC) maintenance technology adopted in the project should be based on the use of advanced equipment and methods of performing and organizing the maintenance process.
1.4. The main initial documents for the design of buildings and structures of ATB civil aviation are a feasibility study (FS) for the construction of new complexes and facilities in excess of the limit value and a feasibility study (FER) for the construction of all other ATB facilities below the limit value (taking into account the future development for 10 years after the planned commissioning of the facility).
and technical re-equipment of existing ATBs, are established by the "Instruction for the development of projects and estimates for industrial construction" taking into account the standards of projects in force in the MGA.
Page 4
1.6. The volume, nomenclature and composition of the designed * buildings and structures are established by the design assignment, developed on the basis of a feasibility study or feasibility study.
1.7. Removal and adairation and structural solutions of ATB buildings should allow for the possibility of changing technological processes with the replacement or redevelopment of equipment to rearrangement of premises, for example, through the use of transformable partitions.
1.8. The dimensions and design solutions of industrial premises should ensure that all premises are equipped with lifting and engineering equipment and engineering equipment in accordance with the design assignment and the requirements of this Manual.
COMPOSITION OF BUILDINGS AND STRUCTURES
2.1. The composition of buildings and structures of the ATB should be taken according to VNTP I-85 / MGA.
2.2. With a specific design, the composition of the buildings and structures of the ATB can be adjusted in accordance with the adopted scheme for organizing the aircraft maintenance process, which should be reflected in the design assignment.
2.3. Data on the industrial purpose of buildings and structures of the ATB, their relative position on the general plan, the possibility of blocking are given in table. I.
2.4. The placement of buildings and structures of the ATB on the master plan is determined by the schemes of technological interconnection of buildings and structures of the ATB (Fig. I and 2), the organization of the maintenance process adopted in the project and the prospects for the development of the ATB complex and the airport as a whole.
2.5. The development of the project for the planning of the ATB complex, which is an integral part of the airport master plan, should be linked to the technological scheme of the airport, while ensuring:
Page 5
Pic. I. Scheme of technological interconnection of buildings and structures A TB I-U groups
Page 6
Aliyahyamal Paratura maintenance building
Degassing area for shipwashing a aviakhnmap-
I MS support-N go service-I imagined
1 placement but closer than 200 m from industrial buildings and the construction of Zhoniy and not blokzho ZLI from public and administrative buildings
The design of the site should ensure the complete collection of flush water from the aircraft and avnakhkmap-paraturm
A platform for placing containers for discharging combustible and lubricant materials (TOYU
Collection and storage of spent fuels and lubricants
Repair and storage of faulty mechanization equipment for maintenance
Should adjoin the building of the workshop of the chief mechanic, hot in hazardous industries, go to the production building
Page 11
Storage area for mechanization equipment for aircraft maintenance
Storage of technological equipment and means of mechanization used in aircraft maintenance; placement of t apron stands and MS
Placed within artificial turf for maintenance and storage
Platform for special vehicles
A parking lot for a special vehicle-sport that is constantly used for maintenance
Additional buildings and structures
Depletion of engineering equipment, fire protection equipment, etc.
The composition of additional buildings and structures should be determined by the design assignment in accordance with the production needs of the designed facility
Stationary devices for aircraft maintenance:
Power supply of the aircraft on-board network and technological equipment when performing operational maintenance of the aircraft
Page 12
aircraft engine launch platform
sludge for aircraft washing
flat for finishing work and testing of aircraft engines
‘Al built-in beating of mobile power supplies of aircraft
Starting aircraft engines before departure
Partial and suburban aircraft washing and removal of ground icing
Execution of final, check-and-check works after maintenance work of a large frequency, as well as testing of aircraft engines
Gotta tuck into the pre-hangout, I'm the site and the X
Provided in the absence of a hangar for aircraft washing.
When designing, the next step is to provide for recycling water supply using at least 80-90% of recycled water. If the "Arctic" liquid is used to remove icing, the site must be equipped with a collection facility.
In addition to stationary aircraft maintenance devices, on-site welding and air deflection devices should be provided.
Page 13
Minimum length of engineering networks, aircraft routes, maintenance * of brigades and special vehicles;
- traffic safety and installation in place of stsyankhzh
Aircrafts, the minimum intersection of aircraft traffic routes with transporters and ice streams;
- the minimum levels of "sum in the residential area and areas of the service and technical territory of the airport with the constant presence of people from working aircraft engines when they are started and tested and the safety of this process;
- placement of special stationary and mobile equipment;
- fire and explosion safety;
- reserve area for the possibility of further expansion of ATB facilities.
2.6. The ATB site should be sized to accommodate all buildings and structures for aircraft maintenance, taking into account the sanitary and fire safety requirements set out in SNiP '' General plans of industrial enterprises. Design standards ”, as well as in compliance with fire breaks and safety requirements.
2.7. When determining the size of the plots, it is necessary to take into account the future development of the ATB complex. For this purpose, certain territories adjacent to buildings are reserved.
and structures slated for expansion. The size of the reserved territories is established by calculation based on data on the future development of the complex.
2.8. When solving issues related to the placement of communication networks, you should use the instructions of the SNiP “General specifications of industrial enterprises. Design standards ".
2.9. Removal of buildings and structures of the ATB complex from the warehouse of fuels and lubricants should be accepted in accordance with the "Standards for technological design of aviation fuel supply facilities for airports" and SNiP "Warehouses of oil and oil products. Design standards ".
2.10. Buildings and structures of ATB should not be separated from each other by buildings and structures of other airport services (with the exception of a building for technical teams).
Page 14
2.11. The buildings and structures of the ATB should be located in such a way that, with the future development of the airport, there would be no interference with the development of other airport complexes.
2.12. The ATB section should be adjacent to the airfield and the airport complex and be located outside the air approach strips on one side of the runway.
2.13. Hangars for aircraft maintenance and cleaning are located in the service and technical area adjacent to the airfield station through the hangar area.
2.14. The production building and the building of the shop of the chief mechanic are located on the site of the service and technical territory.
2.15. Special-purpose sites - a hangar site, sites for finishing work, for washing aircraft and storing mechanization equipment should be located on the territory of the airfield.
2.16. When locating a degassing complex (a site for degassing aircraft and aviation chemical equipment, a building for technical maintenance of aviation chemical equipment, a warehouse for aviation equipment), the requirements of the "Rules for Safety and Industrial Sanitation in Aviation Chemical Works" should be taken into account.
3. CALCULATED TECHNOLOGICAL AND ONE-PLANNING INDICATORS. L-SHIY AND FACILITIES ATB
i.1. The calculation of the total annual volume of work of ATB should be made according to the following formula:
Specific labor intensity of full aircraft washing, man h / m ^
Duration of washing one aircraft in the washing section aya-gar, min
Manual for the design of airport cargo complexes (to VNTP 5-85 / MGA)
(text of the document with changes and additions as of November 2014)
This Manual has been developed in accordance with the requirements of SNiP 1.01.01.82 * in the development of the "Standards for the technological design of airport cargo complexes" (VNTP 5-85 / MGA) and contains auxiliary and reference materials, methods for calculating key indicators, tabular, graphic and other data required for the design of cargo complexes.
The manual was developed by: Cand. economy Voronin N.N., engineers L.A. Gavrilenkova, S.F. Markova
1. GENERAL PROVISIONS
1.1. This Manual is intended to improve the quality of design, to make it easier for designers to carry out calculations and understand the individual provisions and indicators of the Norm.
1.2. The design of the expansion and reconstruction of cargo complexes should be carried out in relation to VNTP 5-85 / MGA, taking into account the materials of this Manual, the specific operating conditions and development of airports.
2. BASIC CALCULATION INDICATORS (to section 2 VNTP 5-85 / MGA)
2.1. The main calculated indicators that determine the composition of the equipment, space-planning and technical and economic indicators of the cargo complex include:
annual, daily and hourly volumes of cargo flows from the city and apron;
coefficients of daily and hourly unevenness of cargo flows from the city and the apron;
the volume of goods in the total cargo turnover stored in multi-tiered warehouse racks;
the ratio of goods transported in containers and on air pallets by passenger and cargo aircraft;
storage period for various categories of cargo and the operating mode of the cargo complex.
2.2. The design of cargo complexes located in different climatic regions should be carried out based on the annual volumes of cargo handled at airports, given in table. 1.
2.3. The values of the coefficients of daily and hourly unevenness of cargo flows in cargo complexes located in different climatic regions should be taken according to table. 2.
The unevenness factors correspond to the maximum annual freight traffic.
3. METHODOLOGY FOR DETERMINING THE VOLUMES OF DAILY AND HOURLY FREIGHT TRAFFIC OF FREIGHT COMPLEXES (to section 2 VNTP 5-85 / MGA)
3.1. When designing cargo complexes at airports, it is necessary to distinguish between the following main cargo flows:
imported from the city to the airport;
dispatched by passenger and cargo aircraft;
arrived by passenger and cargo aircraft;
exported to the city;
The scheme of the main incoming and outgoing cargo flows in the airport cargo complex is shown in Fig. 1.
Rice. 1. Schemes of cargo flows in the cargo complexes of airports: 1 - the flow of goods imported from the city to the airport: 1.1 - the flow of goods imported from the city to the airport in a centralized manner; 1.2 - the flow of goods delivered to the airport in a decentralized manner by city enterprises; 1.3 - the flow of goods delivered to the airport in a decentralized manner by the enterprises of regional centers; 1.4 - the flow of goods dispatched by passenger aircraft in the order of additional loading in a container-free version; 1.5 - the flow of goods sent by passenger aircraft in containers; 1.6 - the flow of goods sent by cargo planes in containers and on pallets; 1.7 - the flow of goods sent in cargo planes in a container-free version; 2 - the flow of goods arriving on all types of aircraft: 2.1 - the flow of goods arriving by passenger aircraft in a containerless version; 2.2 - the flow of goods arrived by passenger planes in containers and on pallets; 2.3 - the flow of goods arrived by cargo planes in containers and on pallets; 2.4 - the flow of cargo arriving by cargo planes in a container-free version; 2.5 - the flow of goods exported to the city in a centralized manner; 2.6 - the flow of goods exported to the city in a decentralized manner by the city's enterprises; 2.7 - the flow of goods exported to the city in a decentralized manner by enterprises of regional centers; 3 - cargo transfer flow
3.2. The annual cargo turnover from the apron side consists of the volumes of three cargo flows: initial dispatches, arrived and transfer cargo, and from the city side - from two cargo flows: imported from the city and exported to the city, the volumes of which are determined by the formulas
where is the annual volume of initial shipments, thousand tons;
- the annual volume of arrived cargo, thousand tons;
- the annual volume of transfer cargo, thousand tons.
3.3. Estimated daily volumes of cargo flows from the apron of outgoing and arriving goods should be determined by the formulas
T is the number of days in a year of operation of the airport cargo complex, days.
3.4. The total cargo turnover from the apron side should be determined by the formula
3.5. Estimated daily volumes of freight traffic from the city side of outgoing and arriving goods should be determined by the formulas
where T 'is the number of days in a year of operation of the cargo complex for the delivery and removal of goods, days;
- coefficient of daily unevenness of cargo flows from the city side.
3.6. The total daily cargo turnover from the city side should be determined by the formula
3.7. Estimated hourly cargo flows from the apron side of outgoing and arriving goods should be determined by the formulas
where is the coefficient of daily unevenness of cargo flows from the side of the apron;
- the duration of the period of work on the receipt and delivery of cargo to aircraft.
3.8. The total hourly freight turnover from the side of the apron should be determined as the sum of the volumes of freight traffic of dispatched and arrived goods according to the formula
3.9. Estimated hourly volumes of freight traffic from the city side of outgoing and arriving goods should be determined by the formulas
where is the coefficient of hourly unevenness of freight flows from the city side;
- the duration of the most intense period for the acceptance and delivery of goods to consignees, consignors.
3.10. The estimated hourly freight turnover from the city side should be determined as the sum of freight flows imported from the city and exported to the city, according to the formula
In large cities (air transport hubs) with two or more airports, the estimated daily and hourly volume of each cargo traffic in the airport cargo complex on the city-warehouse section should be considered as the sum of cargo flows:
goods imported from the city and exported to the city;
cargo imported and exported from other airports;
goods imported and exported from regional centers (peripheral).
3.11. When designing cargo complexes of airports, the daily volumes of cargo transported in containers of passenger and cargo aircraft should be determined based on the analysis of actual data for a number of years, as well as in accordance with the long-term development plan of the airport.
3.12. The daily volume of cargo transported in containers and on pallets by passenger and cargo aircraft should be determined by the formula
- share in the total turnover of goods stored in multi-tiered warehouse racks,%;
and - the proportion of cargo transported in containers by cargo and passenger aircraft, respectively.
3.13. The hourly volumes of cargo transported in containers and on pallets by cargo passenger aircraft are determined by the formulas
where and is the duration of the period of operation of the cargo complex for receiving and issuing cargo, respectively, to cargo and passenger aircraft.
4. METHODOLOGY FOR DETERMINING THE COEFFICIENTS OF DAILY AND HOURLY REGULARITY OF FREIGHT FLOWS IN THE AIRPORTS OF II AND III CLIMATE AREAS (to section 2 VNTP 5-85 / MGA)
4.1. When designing cargo complexes, one of the main indicators for determining the daily calculated cargo turnover, and, consequently, the areas and volumes of buildings and structures, is the coefficient of daily unevenness, reflecting the unevenness of cargo volumes by day throughout the year. Daily unevenness of cargo flows from the city and apron side is typical for all civil aviation airports, it is caused by the following reasons:
imperfect organization and technology of cargo handling at airports;
meteorological conditions and technical malfunction of aircraft;
the congestion of certain directions in different periods of the year, etc.
The observed unevenness of delivery and removal of goods from the city to the airport and from the airport to the city is a consequence of the irregularity of the work of enterprises, the remoteness of the airport from the city and a number of other reasons.
The processes taking place in the airport cargo complex depend on a number of random factors. This determines the probabilistic nature of the functioning of the cargo complex.
If, as one of the main requirements for the cargo complex, we take the provision of its sufficient carrying capacity with any given probability of any day of the maximum month, then the calculation of the coefficient of daily irregularity should be based on the study of statistical regularities in the distribution of the actual sizes of dispatched - arriving goods by day throughout the year.
4.2. Histograms and distribution density curves for airports of I, II and III classes are described by the normal distribution function:
for class I airports
for class II airports
for class III airports
Histograms and distribution density curves at Class IV airports have the form of a gamma distribution:
At Class V airports, histograms are described by the exponential distribution function
Histograms and distribution density curves calculated from the average densities for airports of all classes are shown in Fig. 2, 3 and 4.
Rice. 2. Curves of distribution density of daily volumes of dispatched goods at airports of I, II and III classes
Rice. 3. Histogram and density curve of the distribution of daily volumes of cargo dispatched at IV class airports
Rice. 4. Histogram and distribution density curve of daily volumes of dispatched goods at airports of V class
4.3. To determine the measure of discrepancy between the assumed distributions and the available statistical data, the goodness-of-fit criteria (Pearson, V.M. Romanovsky, A.N. Kolmogorov) were used for all classes of airports. The values of the goodness-of-fit criteria are given in table. 3.
4.4. The different nature of histograms and distribution densities at airports of different classes is due to the following reasons:
the daily volume of freight traffic of class V airports differs significantly from the daily traffic volume of class I airports; it changes depending on the industrial potential of the economic region served by the airport;
as the volume of cargo traffic increases in the transition from class V to class I airports, the types of aircraft change, the intensity of their movement and the regularity of flights increases;
at airports of I, II and III classes, cargo transportation is carried out mainly along Union lines.
At Class IV airports, the number of flights on allied lines is significantly reduced, and at Class V airports, flights on local lines prevail. In this regard, the volume and weight characteristics of the transported consignments of goods, and, consequently, their daily volumes, also decrease.
4.5. To calculate the coefficients of daily unevenness of cargo flows K, one should use the formula of Professor G. Potthoff, recommended by K.Yu. Skalov in his work "Transport nodes" (M., "Transport", 1966):
where are the normalized deviations of the volumes of transported goods from their mathematical expectation (taken according to tables of integrals of probabilities);
V is the coefficient of variation of the feature;
r is a number that shows how many times the original billing period is increased.
4.6. In the absence of initial data to determine the coefficients of daily irregularity, it is recommended to use the graph of the correlation dependence between the coefficient of daily irregularity and the annual cargo turnover of the cargo complex, shown in Fig. 5, and the following correlation equation:
Fig 5. Correlation dependence between the coefficient of daily irregularity and the annual cargo turnover of the cargo complex
4.7. When determining the coefficients of hourly unevenness, use the graphs shown in Fig. 6 and 7, and the following equations:
Rice. 6. Graphical representation of the correlation dependence between the coefficient of hourly unevenness of cargo flows and the annual cargo turnover at airports of I-V classes (from the apron side)
Rice. 7. Graphical representation of the correlation between the coefficient of hourly unevenness of cargo flows and the annual cargo turnover at airports of I-V classes (from the city side)
5. METHODOLOGY FOR DETERMINING THE RATES OF DIURNAL IRREGULARITY OF FREIGHT FLOWS IN THE AIRPORTS OF THE I CLIMATIC AREA, EXCEPT Subarea IВ (to section 2 VNTP 5-85 / MGA)
5.1. In the cargo complexes of the I climatic region, the unevenness of the cargo flows is even more pronounced than in other climatic regions. Freight flows in air transport have a one-way direction (import to the northern regions significantly prevails over export).
The types of distribution of the values of the daily volumes of cargo flows do not differ from the typical types of distribution typical for the airports of the middle belt (II, III, IV climatic regions and subdistrict Ic).
With an annual cargo turnover of up to 5 thousand tons, the distribution of the value of daily cargo flows is described by an exponential distribution function, with a value from 5 to 20 thousand tons - by the gamma distribution function, over 20 thousand tons - by the normal distribution function.
The values of functions for three types of distribution of three groups of cargo complexes, calculated from averaged and approximated data, are given in the formulas
Histograms and curves of distribution density by groups of airport cargo complexes are shown in Fig. 8, 9, 10.
Rice. 8. Histogram and density curve of the distribution of daily cargo volumes in cargo complexes in the northern version with a traffic volume of up to 5 thousand tons per year
Rice. 9. Histogram and density curve of the distribution of daily volumes in freight complexes in the northern version with a traffic volume from 5 to 20 thousand tons per year
Rice. 10. Histogram and density curve of the distribution of daily volumes in freight complexes in the northern version with a traffic volume of over 20 thousand tons per year
5.2. For a group of cargo complexes with normal and gamma distribution of daily freight traffic, it is recommended to use the Potthoff formula (23) to determine the coefficients of daily irregularity.
In the case of an exponential distribution, it is recommended to use formula (34) obtained by transforming the integral function of the exponential distribution
where is the average value of the daily cargo turnover;
t is the estimated value of the daily freight turnover.
By taking the logarithm, we get a formula of the following form:
The coefficient of daily irregularity is determined by the ratio of the calculated daily volume of cargo to the average daily for the calculated period, i.e.
where t is the estimated daily volume of cargo;
- the average daily volume of cargo for the billing period.
5.3. The coefficient of daily irregularity is determined during the stationary period of operation of the cargo complex, i.e. during the period during which the volumes of daily cargo flows remain approximately constant.
When determining for the billing period, you should use the formula
where is a correction factor determined by the ratio of the calendar number of days in a year to the number of working days of the cargo complex in a year.
5.4. For practical calculations of the coefficients of daily unevenness of freight traffic, it is recommended to use a formula expressing the correlation dependence between the coefficient of unevenness and annual freight turnover, or the graph in Fig. eleven:
Rice. 11. Correlation dependence of the coefficient of daily irregularity on the volume of the annual cargo turnover of cargo complexes in the northern version
6. COMPOSITION OF FREIGHT COMPLEXES ROOMS (to section 3 VNTP 5-85 / MGA)
6.1. When designing cargo complexes, administrative and service premises, engineering and technical service premises, as well as storage facilities for certain types of cargo, as a rule, are locked into one building.
6.2. The layout of warehouse and administrative and office premises must comply with the accepted technological process for handling cargo and documentation, as well as the organization of cargo flows and clientele.
6.3. The administrative and office premises of the cargo complexes of the I group should be located on two or three levels: on the ground floor, there should be an operating room, a dining room, premises for representatives of freight forwarding enterprises and other premises directly related to servicing shippers and paperwork; on the second floor, office and utility rooms should be located that are not directly related to consignors and consignees; on the third floor, the premises of the computing center should be located.
The administrative and office premises of the cargo complexes of the II group should be located on two levels, and the cargo complexes of the III group in the level of the first floor. The composition of warehouse, administrative and office premises and engineering and technical support should be taken according to table. 4.
It is provided in the cargo complexes of the 1st group only.
Note. The premises of informants, tariffiers, cashiers and representatives of transport companies serving clients should be adjacent to the operating room or located directly in it.
6.4. The required areas for placing a complex of technical means of an automated transportation control system should be determined in accordance with the instructions of the USSR State Construction Committee "On the design of buildings and premises for electronic computers" dated July 4, 1975 N NK-3094-1. The premises of the computing center in the cargo complexes of the I group should be located according to the schematic diagram of the optimal location of the computing center at the zonal level, shown in Fig. 12.
Rice. 12. Schematic diagram of the optimal arrangement of the premises of the exhibition center at the zonal level: first level: 1 - machine room; 1a - operational archive; 1b - room for maintenance engineers; second level: 2 - room for data preparation and processing; 2а - program control room; 2b - premises for receiving and issuing results; third level: 3 - premises for programmers, warehouses for documentation and archives; fourth level: 4 - various kinds of administrative and service premises
6.5. When designing premises for electronic computers, one should be guided by SN 512-78 of the USSR State Construction Committee.
6.6. The calculation of the areas of administrative, office and utility rooms should be carried out in accordance with the chapter of SNiP II-92-76, SNiP 275-71 and "Standard norms for the number of employees of transportation services of an operating enterprise" approved by the MGA 04.01.81, N 4 / U.
6.7. In the cargo complexes of airports, premises should be provided for preventive inspection of mechanization equipment and recharging mechanisms with battery-powered engines.
The composition of the premises and area of workshops for the maintenance of mechanization equipment should be taken according to table. 5.
6.8. The composition of the main equipment of workshops for the maintenance of cargo complexes should be taken according to table. 6.
Installed one on two battery-powered mechanisms.
7. METHODS FOR CALCULATION OF WAREHOUSING AREAS OF CARGO COMPLEXES (to section 3 VNTP 5-85 / MGA)
7.1. The total area of the cargo complex is the sum of the areas of rack and container warehouses, as well as warehouse premises for temporary storage of heavy and lengthy cargo, perishable, dangerous, valuable, radioactive, special and can be expressed by the formula
where is the total area of the shelving warehouse;
- the total area of the container warehouse;
- the area of the storage area for heavy and long cargo;
- area of the storage area for dangerous goods;
- the area of the storage area for perishable goods;
- the area of the storage area for valuable cargo;
- area of the storage area for radioactive cargo;
- area of the storage area for special cargo;
- the area of the storage area for animals, birds, fry, plants and other cargo.
7.2. The volume of storage of goods on pallets in racks should be determined by the formula
where is the total daily cargo turnover from the apron side, t;
- the share of goods in the total cargo turnover stored in multi-tiered racks,%;
, - the share of cargo in the total cargo turnover transported in containers and on air pallets, respectively, by cargo and passenger aircraft,%;
- shelf life of air cargo containers (taken equal to 0.5 days);
- shelf life of passenger air containers (taken equal to 0.25 days).
7.3. The required number of cells in a rack warehouse is determined as the sum of cells for ordinary technical and small lots of packaged goods according to the formula
where is the number of cells for conventional technical packaged goods;
- the number of cells for small lots of packaged goods.
7.4. The total number of cells for technical and small lots of packaged piece goods should be determined by the formula
where is the volume of goods stored on warehouse pallets in racks;
- the share of technical packaged goods,%;
- share of small consignments,%;
- standard load of technical cargo per 1 m2 or a pallet with dimensions of 800 x 1200 mm with a cargo stowage height of 0.8 m, t / m2;
- standard load of small consignments per 1 m2 or a pallet with dimensions of 800 x 1200 mm with a stacking height of cargo on a pallet of 0.4 m, t / m2.
7.5. The number of rack rows for technical packaged piece cargo n and small consignments of cargo is recommended to be determined by the formulas
where and - the number of cells located along the height of the rack, respectively, for technical cargo and small lots, pcs;
and - the number of cells located along the length of the rack for technical and small consignments, pcs.
The area under the racks should be determined by the formula
where l is the length of the rack, m;
b - rack width, m;
n is the number of shelving rows.
7.6. The total area of the shelving warehouse is determined by the formula
where is the total daily cargo turnover from the apron side, t;
- standard average storage period for arrived, dispatched and transfer cargo, days;
- period of storage of goods in containers of cargo aircraft (taken 0.5 days);
- period of storage of goods in containers and on pallets of passenger aircraft (taken equal to 0.25 days);
q is the average load per 1 m2 of storage area occupied under the racks, with a stacking height of cargo on a pallet of 0.8 m, taking into account the level of storage, t / m2;
- coefficient of utilization of the total area of the shelving warehouse.
7.7. The utilization factor of the total area of the rack warehouse when using automatic stacker cranes is determined by the ratio of the area occupied under the racks and stationary equipment (areas of crane runways of stacker cranes, the area under the racks and reloaders, premises for operators) to the total area of the rack warehouse.
The utilization factor of the area of the shelving warehouse when using electric forklifts is determined by the ratio of the area occupied under the shelves and driveways between them to the total area of the shelving warehouse.
7.8. The area of picking-un-packing of warehouse pallets onto freight carts and agro-industrial complex for loading and unloading passenger aircraft should be determined by the formula
where is the area occupied by tractors and freight carts, m2;
- the utilization factor of the area of the picking-unpacking zone of warehouse pallets on freight carts and agro-industrial complex (determined by the ratio of the area occupied by freight carts and agro-industrial complex to the total area of the entire zone).
7.9. The area of the pick-up and drop-off area, picking-un-picking of warehouse pallets from the city side is determined by the formula
where is the area occupied by the equipment at one workplace for receiving and issuing goods;
n is the number of places for receiving and issuing goods;
- the utilization factor of the area of the receiving-issuing, picking-un-packing of warehouse pallets (the ratio of the area of the area occupied by the equipment of the receiving points of unloading to the total area of the zone).
7.10. When designing cargo complexes, the area utilization factors, and are recommended to be taken according to table. 7.
Note. The utilization factors, areas in the pick-up and drop-off areas, picking-unpacking of warehouse pallets should be taken equal to 0.16 - 0.20.
7.11. The volume of storage of goods in containers and on air pallets in the area of the container warehouse is determined by the formula
where is the total daily cargo turnover from the apron side, t;
- share in the total turnover of goods stored in warehouse racks (accepted according to VNTP 5-85 / MGA),%;
, - the share of goods transported in containers by cargo and passenger aircraft, respectively (accepted according to VNTP 5-85 / MGA),%;
5.13. Description of the technological process
5.13.1. Department of primary machining
A package of dry sawn timber is transported to the workshop by a rail cart.
A package of lumber from the trolley is transferred to the roller tires by an electric hoist and one board at a time is fed to the table of the TsPA-40 cross-cutting machine for transverse cutting of boards into blanks multiples along the length.
Longitudinal cutting of workpieces to the required width is carried out on a circular saw CDK 5-2.
The softwood blanks obtained from the CDK 5-2 machine are fed to the production flow of the base for the panels, and the hardwood blanks - to the production of the front cover strips.
5.13.2. Making the base of the shield
Coniferous blanks (slats) of different length and width are planed in thickness on a 2-sided thicknessing machine - C2R12-2 and fed to the DV-523 machine to set the base of the shield. On this machine, the assembled slatted carpet is stitched with a cord, and then cut to the specified length of the shield.
The boards, laid in a pile, are transported by an electric loader to the workplaces of the conveyor for forming the boards, as well as to the glue rollers for spreading the middle layer of the base board from 2 sides.
5.13.3. Manufacturing of front cover strips
For the manufacture of front cover strips, a line was used, consisting of a set of machines developed by VNIIDrev.
The slats 800-850 mm long are fed to the 2084 drum trimming machine, where the slats are precisely trimmed onto parquet strips of a given length. Finished strips are taken out from under the machine by a conveyor and fed to a sorting conveyor, where defective strips are selected and dumped into a waste chute. High-quality planks are fed into the PARK-9 parquet planing machine, which is used for calibration from 4 sides with simultaneous sawing of the planks in thickness.
After gouging, the planks are sorted on a belt conveyor and dumped along a chute into the bin of the orientation setting of the parquet planks.
The installation is intended for orientation of parquet planks into a continuous belt and for feeding them onto a conveyor. The conveyor feeds the strips with a continuous belt into the "2547" shield-type machine. The panel-type machine is designed to form the front covering of parquet boards. The panel-type machine works in automatic mode with the machine for fixing the front covering of parquet boards "2652".
The assembled shield on a panel-type machine is pasted over with paper, the paper is cut off and the shield is stacked. The stack of shields is placed on the roller conveyor to hold the glue.
5.13.4. Bonding the base with the top coating
The formation of parquet boards is made from ready-made elements on a conveyor.
The bottom layer of the slatted base of the shield is placed on a pallet, the second layer of the base is laid on it, smeared with glue from 2 sides on glue rollers, then the shield of the front covering is laid. 6 boards with dimensions of 600x600 mm are placed on the pallet at the same time.
The pallet with the assembled shields goes to the loading workplace in front of the press, from which it is moved by the conveyor bar to the press loading rack. Thus, all ten sections of the stack are loaded. The pusher of the loading stacker simultaneously loads all ten floors of the press.
After the pressing time has elapsed, the pressure release is automatically turned off and the press plates open. With the help of grippers, all ten packages are removed from the press and transferred to an unloading stacker, and then successively enter the conveyor for disassembly.
Two workers take apart the package, folding the pads into a cassette, and the boards to the side next to the conveyor. After pressing, metal pallets are placed in a cassette, cooled and fed by an electric hoist to the places for forming panels.
For smooth operation, the press line is equipped with three sets of gaskets (60 pieces).
After unpressing, the boards, laid in stacks, are transported by an electric forklift to the holding room.
The holding room is fenced off from the general workshop and artificial ventilation is provided there.
After aging, the shields undergo additional processing.
Sagging of the shield is carried out on a double-sided thicknessing machine C2P12-2. The boards are transported from the machine along the roller table to the lifting table, on which the boards are stacked, and then one board is fed into the machine for processing parquet boards along the perimeter with simultaneous selection of the groove on the edges of the boards from 4 sides for the dowels - "2079".
From the machine, the boards go to the lifting table for stacking.
Repair and filling of defective areas of the boards are carried out on the work tables, after which the boards undergo exposure.
Grinding of the front cover of the shield is carried out on a grinding machine ShlPS-7.
The front surface of the board is covered with transparent parquet lacquer. The varnishing is carried out on a filling machine in the varnishing department.
The boards covered with varnish are removed from the table of the filling machine and placed on a trolley-stack, which is fed into the drying cabinet for drying the varnish coating.
After cooling, the boards undergo quality control and packing in bundles. The pack is wrapped in plastic wrap, tied with twine and transported to the finished product warehouse, which is located separately at the industrial site.
A 10-day stock is provided in the finished goods warehouse.